T&BB visits Maxion’s first forged aluminium wheel plant in Manisa, Turkey
By Bradley Osborne - 4th November 2025

The completed forged aluminium wheel plant in Manisa, Turkey
Turkey – In the lead up to last year’s IAA Transportation, we published a feature article on a new product line which made its debut at the show: forged aluminium wheels for heavy commercial vehicles, designed and manufactured by Maxion Wheels initially for the European market. Representing a new foray for the company, the aluminium CV wheel rounds out Maxion’s portfolio, which comprises steel CV wheels in addition to light vehicle wheels made from steel and aluminium. Having announced a new factory in Turkey for the mass production of aluminium CV wheels at the IAA in 2022, the company is gearing up as planned for an SOP (start-of-production) date towards the end of this year. Truck & Bus Builder had the privilege not only to discuss the new product extensively with Matt Brest – who is Maxion’s senior product manager for commercial vehicle wheels – but also to visit the Turkish facility to see the production line in person and to speak with Rolando Alanis, the plant manager.
When T&BB toured the plant in mid-August, all the major equipment was already in place ready to make the first production samples. Before the end of the year, Maxion will start shipping the first wheels to aftermarket vendors, followed soon after by deliveries to original equipment manufacturers. During my visit, employees and contractors were on the production floor, trialling and tuning the various pieces of machinery and equipment. As of September, the company launched trials of the manufacturing process from beginning to end.
The new plant was built on a greenfield site in Manisa, only a kilometre or so away from the company’s other production facilities, described in our feature on Maxion’s long history of manufacturing in Turkey. It is a landmark not only for Maxion itself, but for Turkey as a whole, being the very first forged aluminium wheel plant for CVs in the country. “This particular location is especially good at being able to leverage all of our vast knowledge of wheelmaking,” Brest told T&BB. Since 2021, Maxion, together with its joint venture partner, İnci Group, has invested USD150M in Manisa, not only in setting up aluminium CV wheel production but also in expanding the production of steel CV wheels. I got to see the end result of the investments in steel wheel production during my visit to Manisa: a highly automated plant capable of producing around 3,000 wheels per day with a streamlined workforce.
Maxion has long relied on its partnership with İnci in its Turkish manufacturing activities, and the case of the forged aluminium plant is no different: “I’m a Maxion-İnci guy,” said Alanis, showing how inextricable the relationship is between the two firms. “Both companies are deeply committed to the success of this new endeavour,” Brest added. “Our goal is clear—we want to put a good, reliable product out in the market.”

Schuler press
Background of the forged aluminium wheel plant in Manisa
The new building in Manisa is approximately 24,500 square metres in size, built on a plot which measures 45,000 square metres in extent, and it includes offices as well as the production floor. Groundbreaking on the site took place in October 2022, only a month after the plant was announced at the IAA in Hanover. In June 2023, construction of the building itself commenced. A lot of time and effort was put into making the structure sustainable and resilient, according to Brest, who was intimately involved in the planning of the building. Between the groundbreaking and the beginning of construction, Maxion’s engineers worked with the architects to design the layout of the plant, with Brest playing an integral part in developing the production line and selecting the equipment to be installed.
When Alanis joined the project, construction of the building was already approaching completion, with only parts of the offices and the exterior of the building left to be done. Alanis has worked for twenty-seven years in the truck components industry, gaining considerable experience in commercial vehicle wheel production, and soon after his arrival, the production floor began to take shape, allowing for the first forged samples to be made in January of this year.
After the forging equipment was in place, the following steps in the process – flow-forming, heat treatment, machining, and polishing – were installed and tested successively. Most of the equipment I saw on the production line was of German make, with the exception of the machining tools (from Japan). “This is the most advanced CV aluminium wheel plant in the world, using the best equipment available,” Alanis told T&BB. While the new forging process is new for Maxion, “we’re also able to take advantage of the fact that we’ve worked with these [equipment] suppliers before,” commented Brest. As for flow-forming and machining, these are processes which are already established in Maxion’s CV steel plants and light vehicle aluminium plants, respectively.
Nevertheless, the step-by-step approach which Maxion has taken to developing the production line at the plant has given its technicians and engineers the opportunity to learn the nuances of the new wheel technology.
This development is a natural progression for our business, building upon our existing strengths and expertise. It also opens up exciting career opportunities for our employees, allowing them to take on new challenges, broaden their experience and potentially move into leadership positions with the company,
Brest told T&BB.
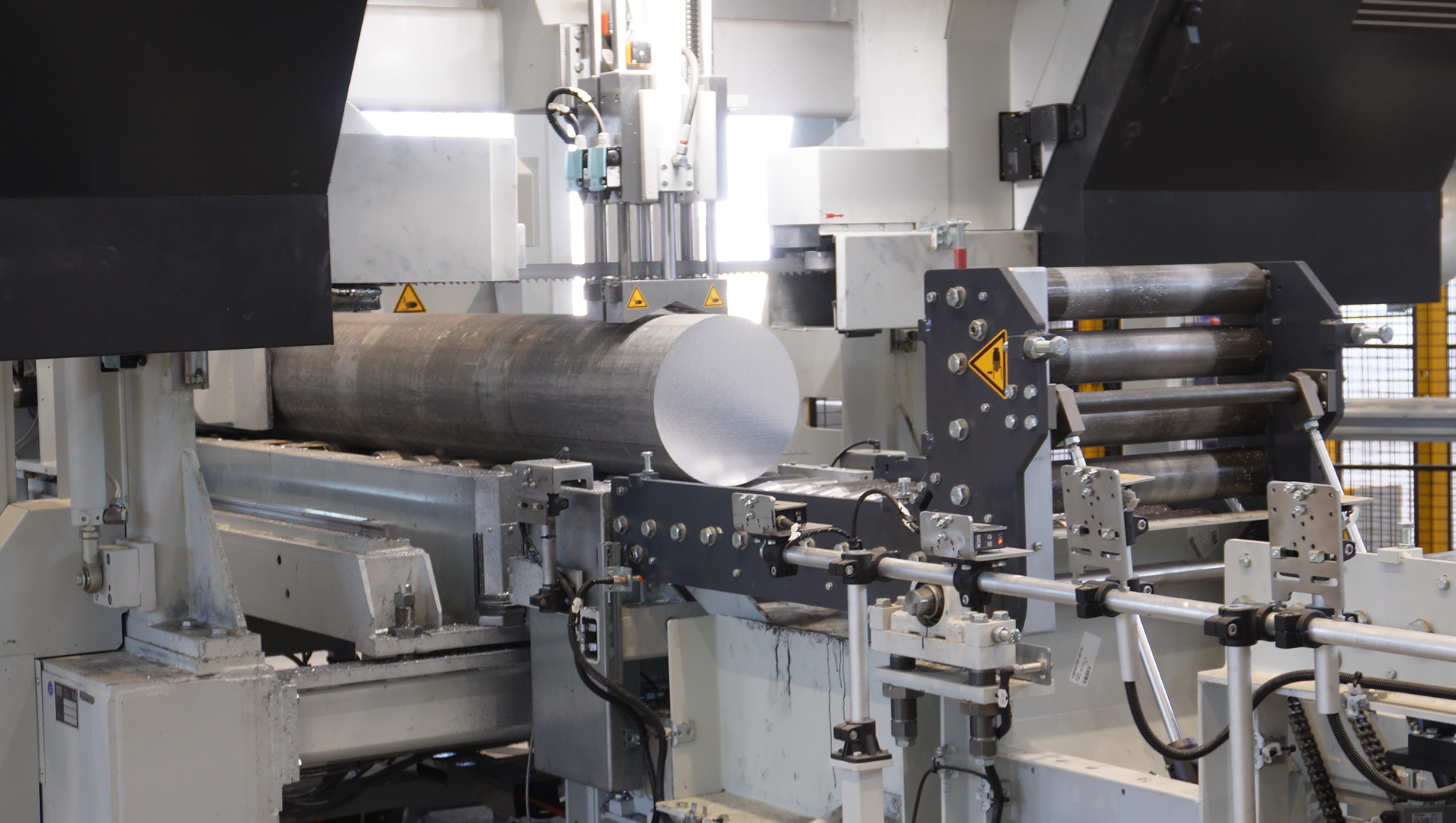
Aluminium billet enters sawing machine
Outline of the production process
The production process at the forged aluminium wheel facility is arranged in a ‘U’-shape, starting at the top-left side of the ‘U’ and curving to the end of the line at the top-right side, where the product is shipped. At the beginning of the line, the aluminium arrives in the form of “billets” or cylinders measuring seven metres in length and twelve inches in diameter. These are alloys composed of approximately 97% aluminium,1 currently procured by Maxion from two different suppliers.
The billets are taken to the first machine on the production line which cuts them into pieces of a specified size and weight necessary to make a single wheel from each piece; every piece is automatically weighed before moving to the next stage of the process. The sawn pieces are then loaded onto a conveyor and slowly moved through a furnace for the next stage of the process. The point is to “pre-heat” the aluminium, not to change its properties but to soften it in readiness for the next stage of the process. Each piece spends just enough time inside the furnace to get it up to the required temperature.
After exiting the furnace, the pieces reach the second part of the forging area. Each piece is successively moulded by three presses, resulting in the basic wheel shape. The first press makes an impression in the centre of the piece, giving it a shallow “bowl” shape. The second 10-000-tonne press results in a much deeper “bowl” with dimensions approximating to the end product. The final press creates the wheel shape. (See the picture below showing the end result of each press, from left to right.)

Three stages of wheel pressing to achieve the correct shape
Although each piece bears the correct form, the wheels are still not finished at this stage in the process. Next, each wheel must go through the flow forming process which will give it the right dimensions. One piece at a time is placed on a mandrel and subjected to immense pressure, refining its shape and thickness.
After flow forming, the wheels must go through heat treatment, providing them with the tensile strength and hardness required for their job. Around four hundred pieces can be treated at a single time in a process that takes six to seven hours from start to finish. Firstly, the wheels are annealed at a high temperature; next, the wheels are quenched in water, a crucial part of the tempering process. Finally, the wheels are slowly “aged” in a furnace set to a controlled temperature.
Following heat treatment, each wheel is machined to refine the shape even further and to add the mounting holes. Now that the wheels have achieved their final shape and dimensions, they are taken to the polishing area. This stage of the process not only makes the wheels shiny and attractive, but it also makes them stronger with the application of a special wax. After polishing, the wheels are fitted with valves before their final check and packaging for shipment.
Already, there is room for significant expansion within the existing facility. With the current equipment in place, up to 350,000 wheels can be produced per year. However, if demand requires, production capacity can be quickly doubled by adding another flow forming line, machining lines and polishing operation to the existing setup. Moreover, there is scope to expand the building itself, potentially adding another production line to increase capacity even further.
In any case, the next addition to the site will be a surface treatment area, following the polishing operation in the production sequence. With Maxion’s patented surface treatment, each wheel can be made easier to clean and more durable. The installation of this process is currently underway.
1 The alloy is ‘6061-T6 ALU’.
Next steps
As of writing, the team at the Manisa plant will be busy with trialling the production process and testing the wheel samples to get them exactly right. As Alanis put it:
We hold ourselves to the very highest standards, because every wheel we produce is a critical safety component. Our steel wheels have set the benchmark—and our forged aluminium truck wheels will meet it with the same uncompromising quality and reliability.
As the team continues to focus on perfecting the production process and ensuring each wheel meets their stringent quality standards, attention is also turning towards the necessary certifications required by OEM customers. Once the plant is fully operational, the plant will begin to secure ISO 9001 and IATF 16949 certification. To achieve ISO 9001 certification, Maxion will need to demonstrate that the plant is capable of consistently producing quality products. Alanis’s team is already working on the necessary documentation; once the plant is fully operational, the external audit process will be initiated. A similar process will be followed to comply with the standards of IATF 16949, which are geared specifically towards automotive component quality.
We also discussed standards for environmental management, which are covered by the ISO 14000 series of requirements. Maxion’s ambition is to achieve net-zero emissions by 2040, but in the near term, it aims to maximise its use of renewable energy and recycle as much as possible at its manufacturing facilities. The forged aluminium facility will begin with fifty per cent of its energy coming from local renewables such as wind and solar; next year, the proportion of renewables in the energy mix will be one hundred per cent, according to Alanis. The building itself adheres to the LEED certification standards, which serve as a benchmark for sustainable architectural design and energy efficiency.
Series production is slated for the fourth quarter of 2025; once it begins, Maxion plans to keep it going for a very long time. Much of the equipment which has been installed will last for upwards of twenty-five years; in Brest’s experience, some machinery can remain viable for as long as fifty years.
Technology is constantly evolving. We have invested in state-of-the-art equipment and will continue to adapt and enhance our production processes and technologies to ensure we lead the industry forward.

Rolando Alanis is the plant manager at the company’s Commercial Vehicle Aluminium Wheels facility in Manisa, Turkey, a role which he took up in August 2024. With 25+ years of experience in manufacturing, Alanis spent more than a decade managing the forged aluminium wheels operation in Mexico owned by Alcoa Wheels. His deep understanding of the wheel production process have positioned him well to lead Maxion’s efforts to build the new greenfield plant and install the critical state-of-the art forged aluminium technologies.

Matt Brest is Senior Product Manager for Commercial Vehicle Wheels at Maxion and has 35+ years of experience in the industry. He has held multiple leadership positions in both engineering and sales within Maxion Wheels’ North American operations, focusing on commercial vehicle and defence applications. Prior to joining Maxion Wheels in 2019, Brest worked in product design and engineering, R&D, and market strategy at Alcoa Wheels.


